
Big Light Bright
Playing with over-sized games is just that much more fun! Here's my version of a giant Light Bright. It is back lit using UV LED strips, and the pegs are all custom cast with UV reactive dyes. I built two boards measuring 2' x 4', so when they are set up next to each other, it is 8' wide.
Big thanks to Bernie Rohde for helping with this build!
This game was created for the 2014 NIGHT\SHIFT festival in downtown Kitchener, ON.















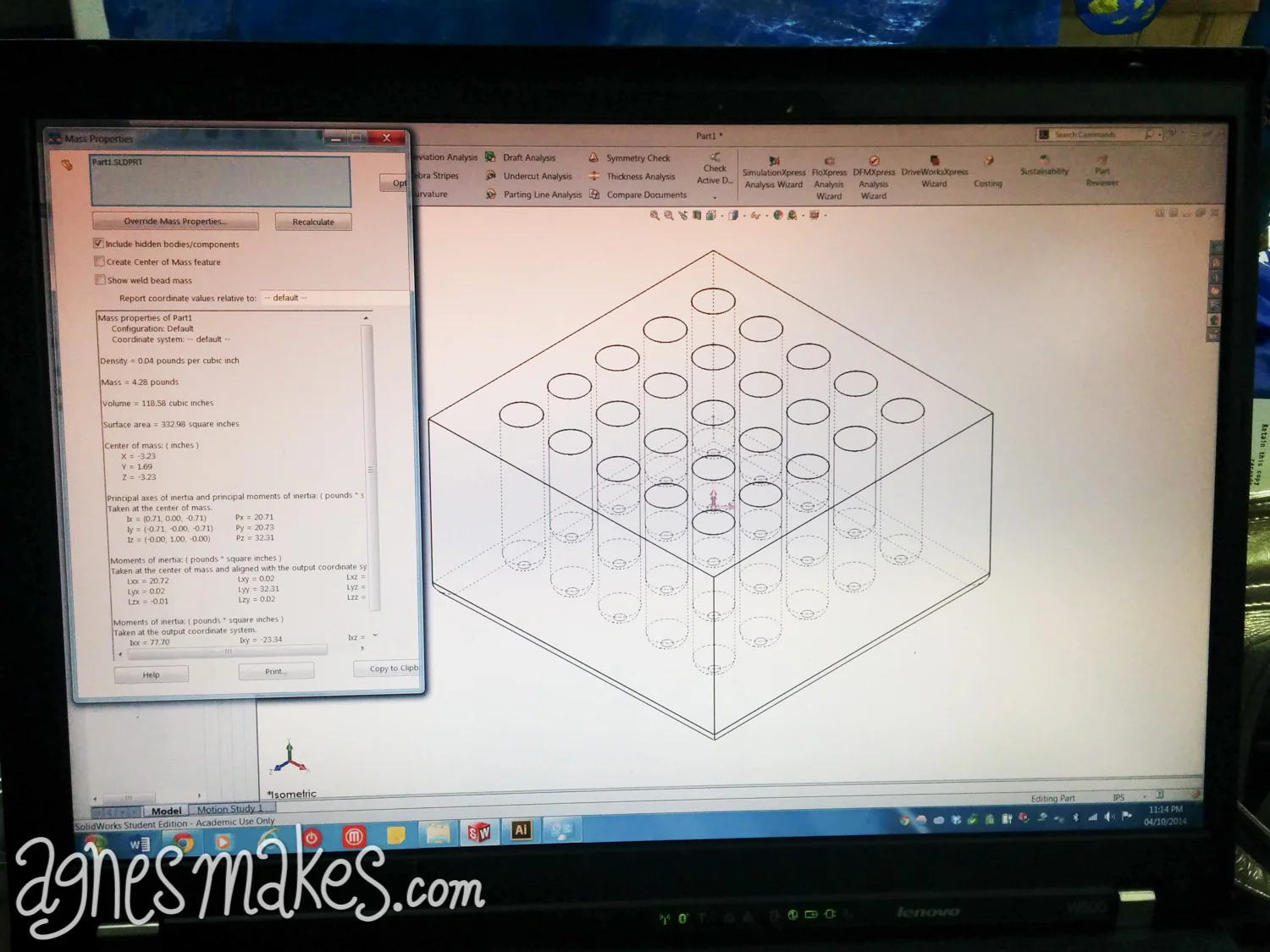
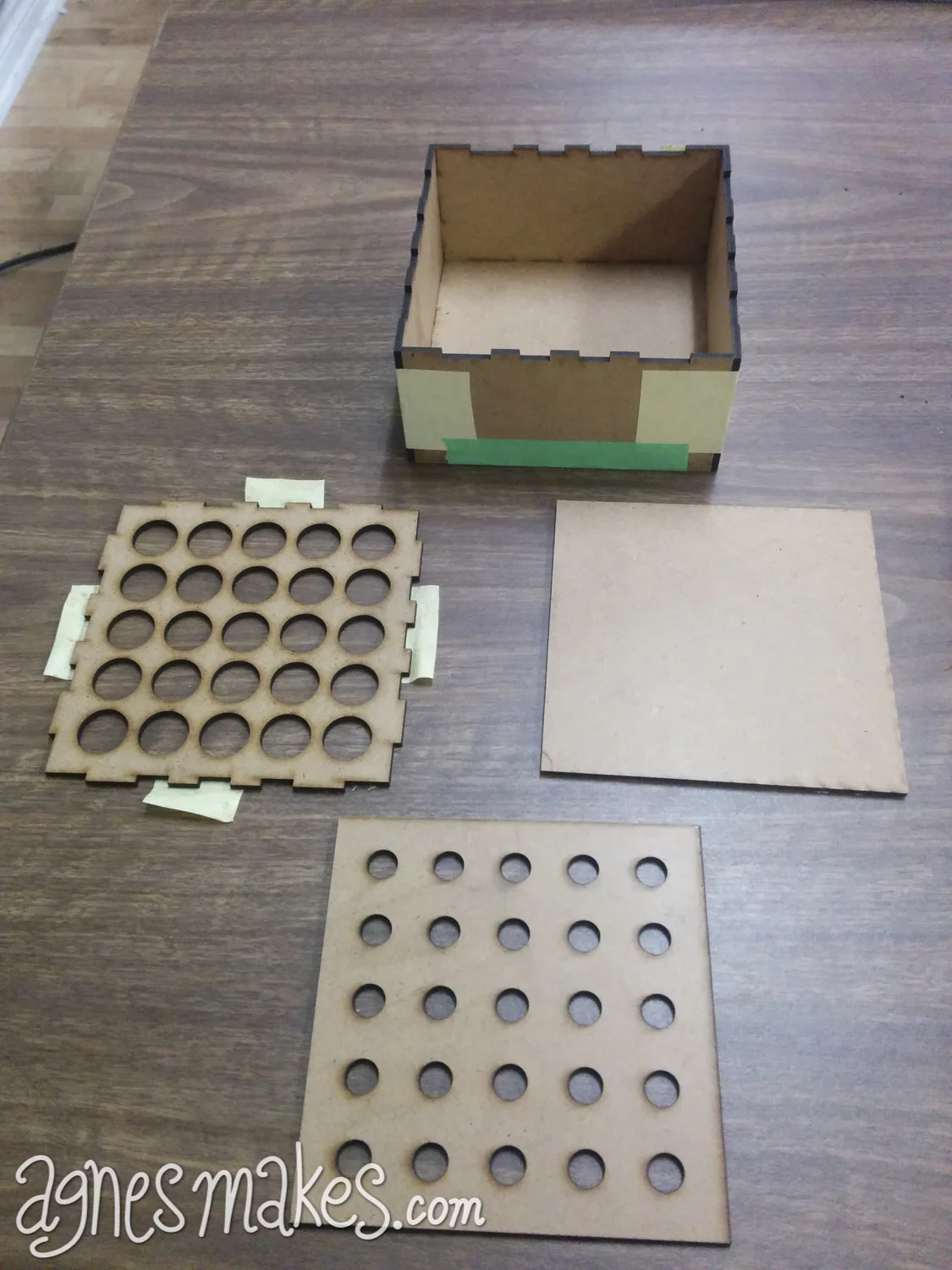
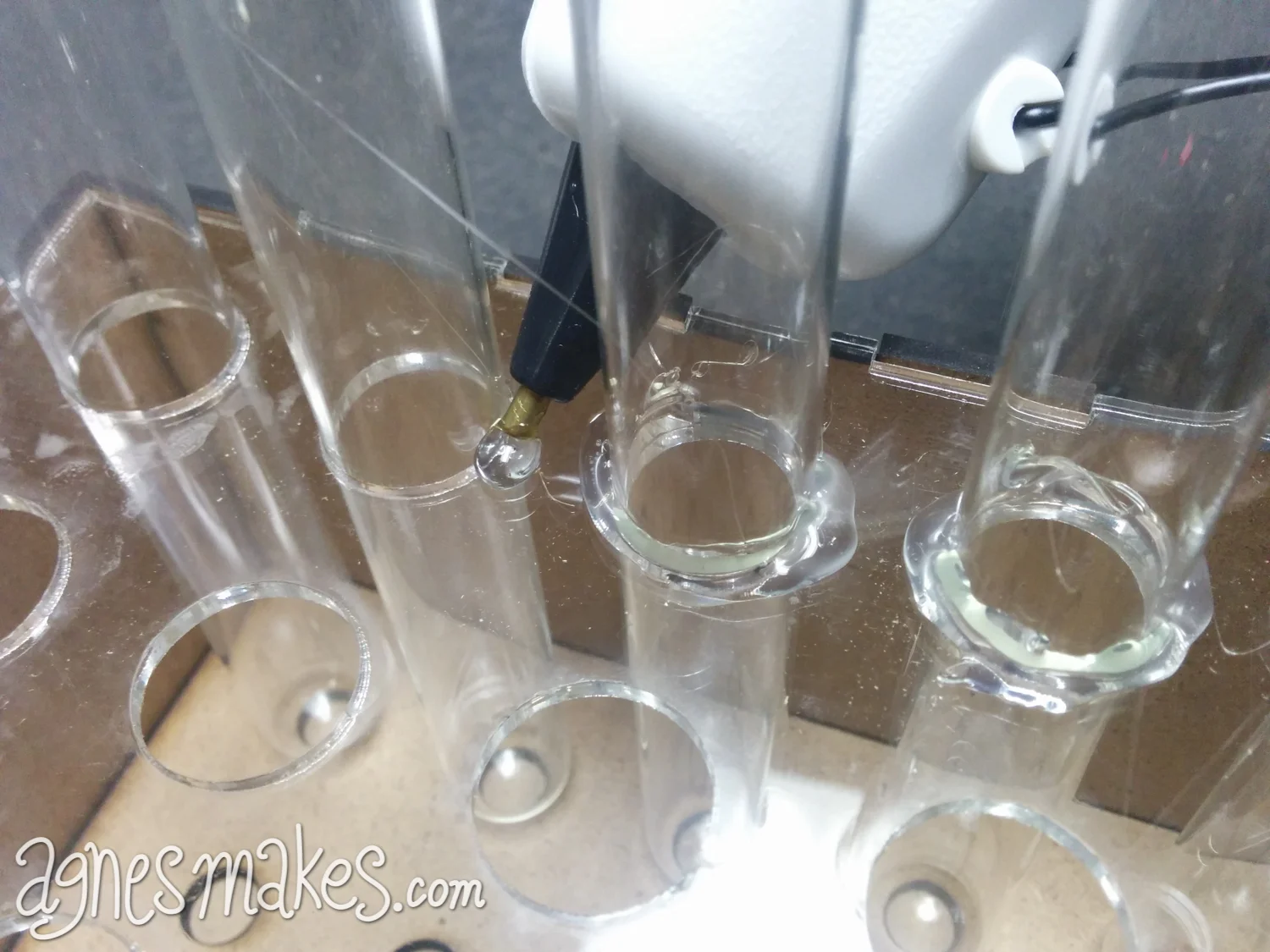
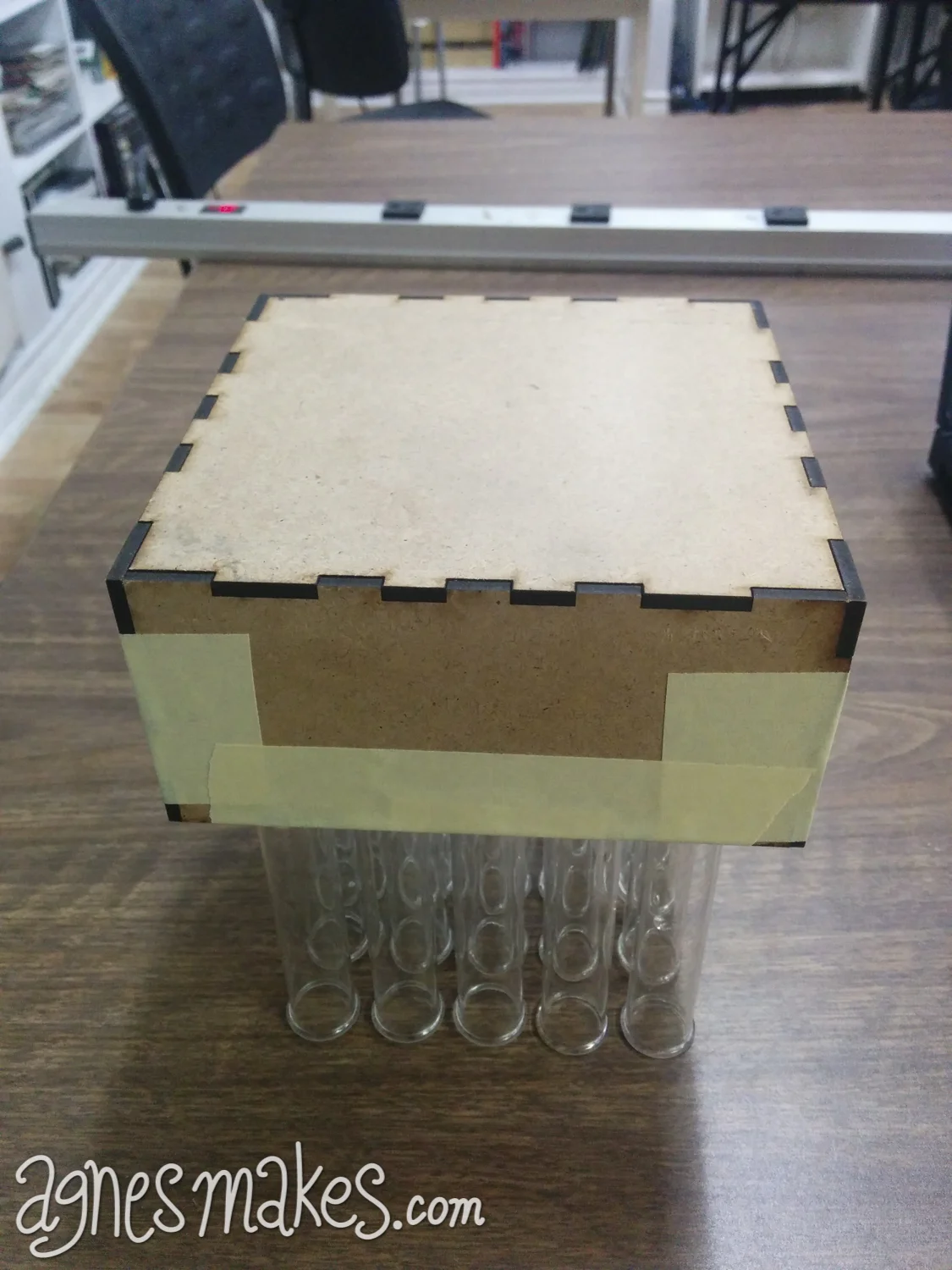
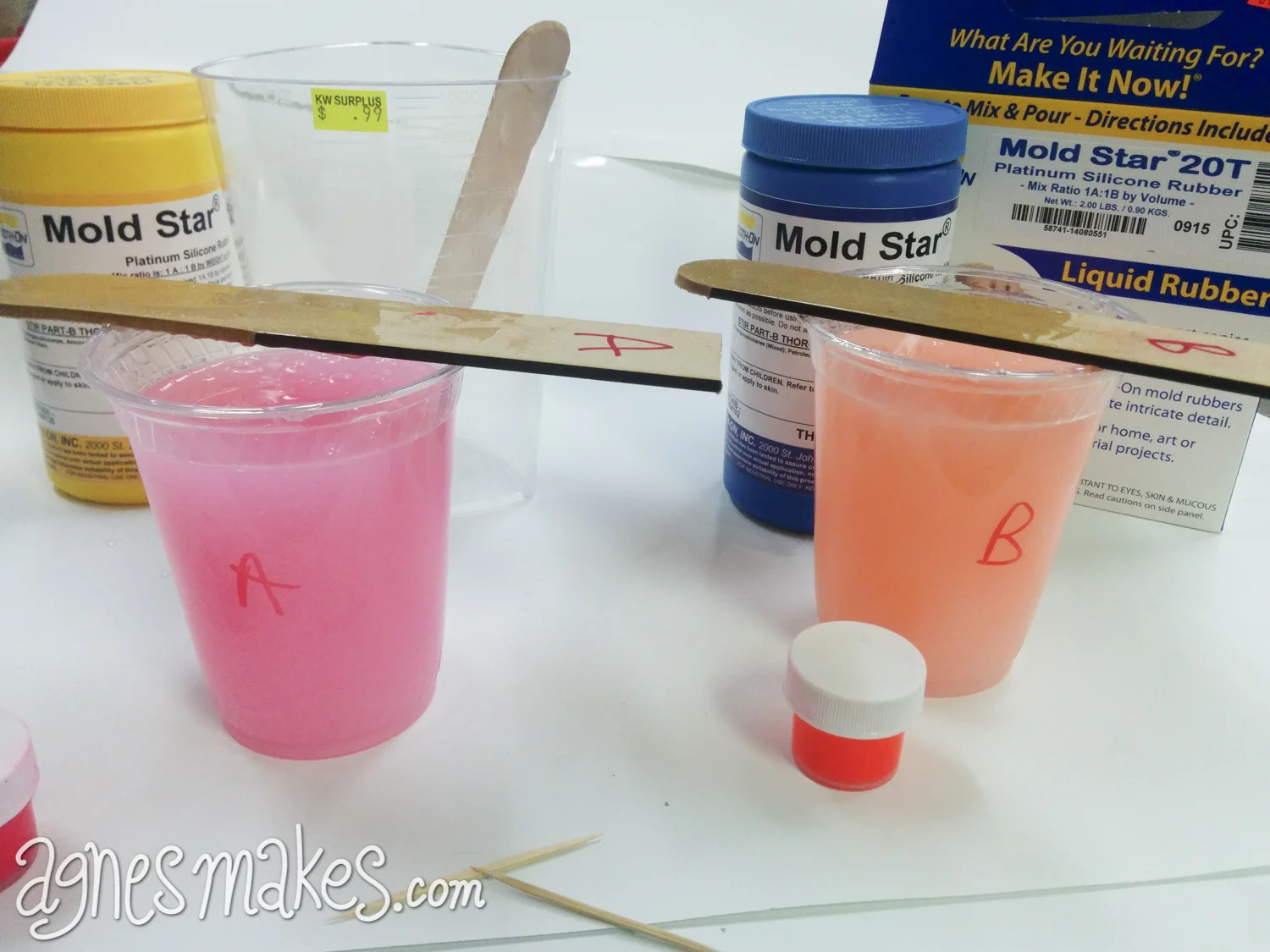
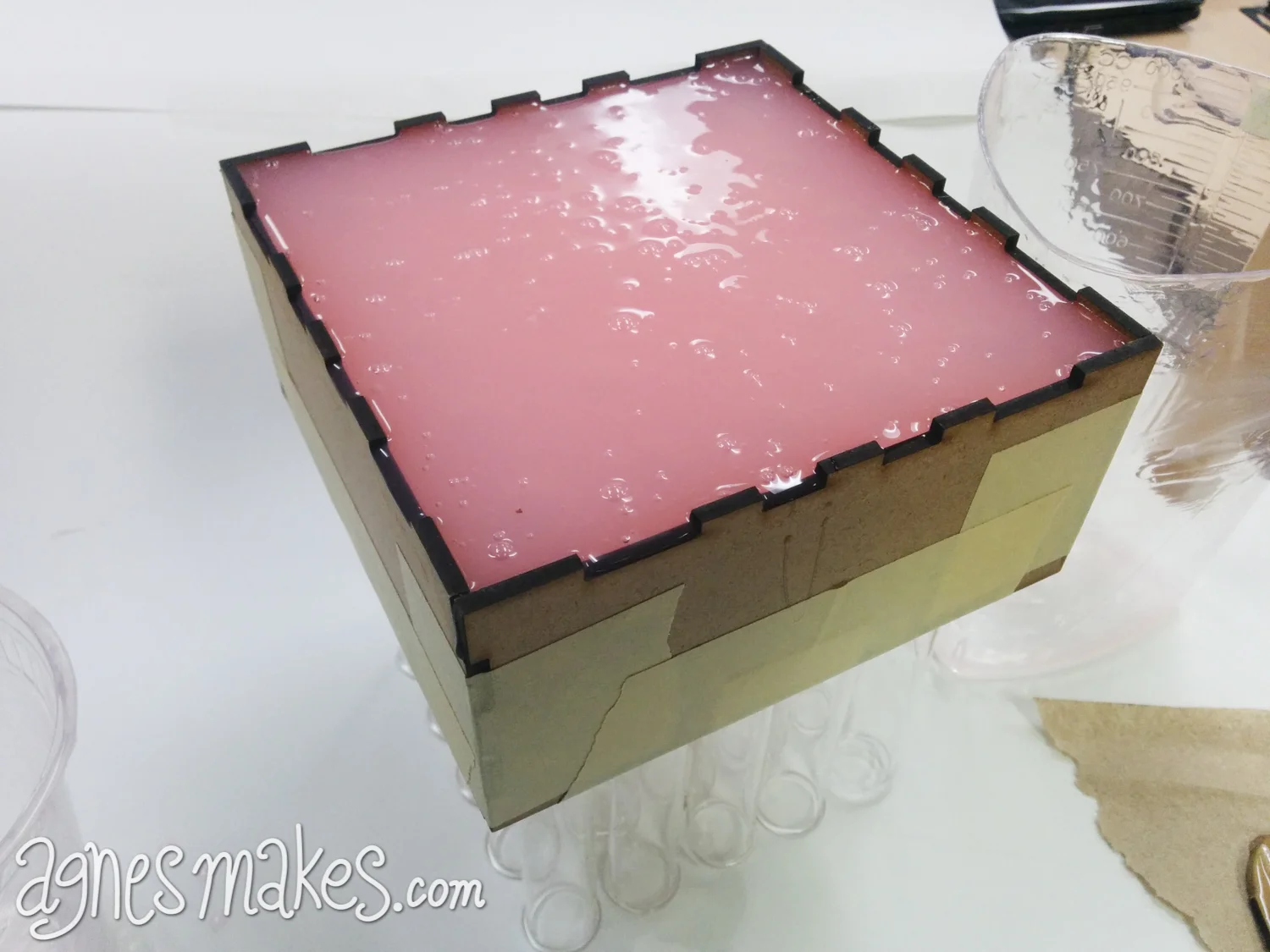
Below is a series of photos with captions giving you a behind-the-scenes look at the making of a Big Light Bright!
BLB How-To Gallery 1
























Featured


